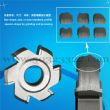
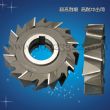
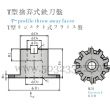
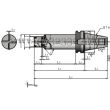
整体式 圆切刀盘、圆铣刀盘、再研磨及锯片铣刀、V型铣刀
(超高耐磨/超锋利/不锈)
( P10、UC6010、T715X、AC1000、CA110、JC110、GM10、GC4025、KC9010、TK15、IC848、TP15、CR10、741)
(P10 STI10T TX10D ST10P JC4030 GM20 GC-A KC990 TN150 IC520N S10M CR20 CY14 )
(M20 GM127 CNX725 RW2110)
(K20 G-10 CYC600 YG6 )
(S10 EH510 H10F K313 )
(K10 2A5 H216T H10T G-920 CX2515 YG6A GW620H UH10 CS310 BK6M 741 )
◆ .圆盘锯片齿形
A型齿:直齿(棘瓜型)
主要用途是用于精细铣切削方面。它铣切削度较浅,约3~5mm。
AW型齿:它是“A”型齿的改良,齿型为左右单斜平直型齿功能和“A”型齿相同,但功率较高。
B型齿:弧形齿(成形凸轮形)
齿型为弯平齿,主要用于开切坑槽,切削的抵受力相比“A”型齿较强和开切坑槽较深。
BW型齿:弧形齿(交替倾斜)
齿型为左右单斜弯平齿,是“B”型齿的改良设计,主要用于切锯较厚之异型材料和切锯抵受力较强,适用于一般的横切的锯机。
C型齿:三重齿修磨;粗和精加工齿
它的齿型设计为高低平梯齿型,前后齿的高低差距约0.15±0.3mm。前齿为双边斜型,后齿为平齿,它的切锯效率较高,并可助切锯工件时,减低所需锯切力度。
BR型齿:它是“B”型齿的最新改良设计,在齿顶部位开了精细切削槽约0.4mm,其作用为把切锯工件的废料再破碎,增加排出功率,使切锯功效比“BW”齿型更能增25%。
HTF10(超高耐磨用及淬火热处理后工件的加工)极超微粒钻石钨钢,具有极高的耐磨耗性能,但抗冲击性能略差些。适用于各类要求极高耐磨耗性能材料的中低速轻切削加工。一般用于良好的工况、稳定的切削、优良的零件装夹及持续的轻型加工。相应一般钨钢,具有4~6倍以上的使用寿命。相应ISOK10~K25/P10~P25。
PR40(PRA5)极超微粒钻石钨钢,泛用型,可用于HRC≤28°各类材料的中低速粗切削至精切削加工,具有较为优秀的抗冲击性能和一般的耐磨耗性能,应用范围广。一般用于较厚的切削量、间断切削及较差的零件夹紧。涂层后效果较佳,可加工至HRC50°的各类材料,相应ISO K20。相应一般钨钢,具有1~2倍的使用寿命和极优秀的耐冲击性能。
VRA201进口极超微粒钻石钨钢,具有极为优秀的抗冲击性能和一般的耐磨耗性能。一般用于较差或普通的设备加工较低硬度的材料(HRC≤25°)、间断切削和很差的零件夹紧。相应ISO K25,可替代M42、ASP60、MPM、HSSCo10等材料的加工,并可取得4~6倍左右的使用寿命。具有极强的性价比。相应SKH51具有15~25倍的使用寿命及耐用度。
MR11(MR12):极超微粒钻石钨钢,具有极为优秀的耐磨耗性能及理想的抗冲击性能。适用于HRC25°~48°各类材料的高速低进给加工,调质材料的理想加工刀具,泛用性好;相应一般钨钢,具有2~4倍以上的使用寿命。一般用于良好稳定的工况、良好的零件夹紧及持续高速轻型的切削加工。涂层后效果极佳,可加工至HRC60°的各类材料,相应(ISO P15~P30/K15~K30 )常用于CNC数控设备加工各类高温合金、耐热合金、镍钒钛合金铸铁、不锈钢等难加工材料(含镍、Cr、Mo、硅、钛等)热处理前及调质后的特优秀加工工具。高温加工及综合性能极好,允许切削速度极高(一般线速度为120M以上),进给量要求低些,加工材料的硬度越高,效果越显著。由于韧性差些,不适合于断续切削或在工艺系统刚性不足及有微震动、跳动的条件下使用,否则易打刀或崩刃。
谨守各种方式、时段的推广服务力度。技术支持程度之提成兼职及联合配套中大型企业的供应销售、中大盘批销的协力代工服务;从六轴、七轴联动CNC加工(AAA级)的高端产品到三轴、四轴生产的(D级)中端制品、不同等级的品质与价位……专业替代一流工业品、特殊、非标、异型、新产品中大批量、超高性价比的研发、生产加工,依图依样改进设计,可大大降低综合成本!
询盘请能提供样品及参考页脚注明每种产品的详细要求、材料种类、尺寸公差、工件成品和半成品图纸、所用的设备、设备价值RMB(以判断其刚性及跳动等)、每月消耗的数量、原用产品类型及其不足之处?易崩口?还是其他……?并能提供使用效果最佳-新的和旧的实样及被加工材料及其硬度HRC?……
拥有先进的生产体系,具备各种精密技术生产加工能力,实现高效率、低成本的应用! |