简介:
具有完美的刃口品质和高可至±0.001mm (±1μm)的尺寸公差,表面粗糙度≤Rα0.15μm,同心度⊙≤3μm。
It has perfect flute and size tolerance can up to ±0.001mm (±1μm) high. surface roughness≤Rα0.15μm, concentricity⊙≤3μm.
详细:
|
材料: K01/K05/K10/K30/K60/H3F/H10F/MG18/ASP60/SKH59/M42/HSS/440C |
MR11:
极超微粒钻石钨钢,具有极为优秀的耐磨耗性能及理想的抗冲击性能。适用于HRC25°~48°各类材料的高速低进给加工,调质材料的理想加工刀具,泛用性好;相应一般钨钢,具有2~4倍以上的使用寿命。一般用于良好稳定的工况、良好的零件夹紧及持续高速轻型的切削加工。涂层后效果极佳,可加工至HRC60°的各类材料,相应(ISO P15~P30/K15~K30 )常用于CNC数控设备加工各类高温合金、耐热合金、镍钒钛合金铸铁、不锈钢等难加工材料(含镍、Cr、Mo、硅、钛等)热处理前及调质后的特优秀加工工具。高温加工及综合性能极好,允许切削速度极高(一般线速度为120M以上),进给量要求低些,加工材料的硬度越高,效果越显著。由于韧性差些,不适合于断续切削或在工艺系统刚性不足及有微震动、跳动的条件下使用,否则易打刀或崩刃。
HRF10:可用于高硬度HRC50°~64°各类材料及有色金属、轻合金等要求非常高耐磨耗性铰光加工;
VRA201/PRA11:用于不锈钢、合金钢、铸件的中、低速断续铰光加工。
采用德国和瑞士先进的强力高速数 控磨床及优质超强极超微粒钻石钨钢(钻石钢)高精密(3DX技术)成型磨削,具有完美的刃口品质和高可至±0.001mm(±1μm)的尺寸公差;
高精度产品,表面粗糙度≤Rα0.15μm,同心度⊙≤3μm;
冷硬加工取代磨削可提高精度,硬铣削取代研磨可提高效率.
高硬度钢加工用非涂层钻石钢刀具可替代TiALN涂层超微粒钨钢、陶瓷、CBN刀具切削后具有极佳的光洁度及较低的刀具成本
微小径和成型复合刀具可依图纸或样品加工.
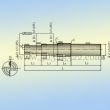
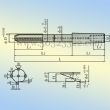
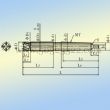
订货请注明:名称(刃型)*刃数*刃径*刃长*柄径*总长*柄类*(斜度)*螺旋角*要求公差;拟加工材料,加工类型[超精→精,半精→半粗,粗加工→强力(重)切削]
螺旋角:0°、25°、30°、35°、45°、50°、55°、60°.
依图依样尺寸公差要求可生产特殊、复合、异型、超大超细超长组合成型的系列刀具
常年备存原材料、半成品、成品800万~1000万周转的在库品
批量时依图依样可生产多种的顶角、切刃形状及μm级尺寸公差的成型钻
拥有先进综合的生产体系,具备各种精密技术生产加工能力,实现高效率、低成本的应用
|