|
 超声波刀具、切刀 超声波刀具、切刀 |
| 高精密模具 |
| 纤维切刀,光纤切刀 |
| 焊接成型刀 |
| 雕刻刀,刻刀 |
| 焊刃式立铣刀 |
| V型铣刀 |
| 成型铣刀 |
| 精磨轴,精轴 |
| 成型槽铣刀,成型刀 |
|
|
|
|
|
|
|
|
|
锯片 硬质合金锯
|
PCD锯片 金刚
|
合金锯片 超薄锯
|
切割锯片 锯片
|
条形锯片 圆锯片
|
焊接锯片 钻石锯
|
钨钢圆锯片 高速钢
|
小锯片 微型锯片
|
圆锯片 环锯片
|
锯片 筒铣刀
|
切割片 锯齿切割
|
锯条 合金锯条
|
成型锯片,复合铣刀
|
成型铣刀
|
手工锯条,锯片
|
镶齿圆锯片
|
合金圆锯片
|
电镀金刚石砂轮
|
钨钢圆锯片
|
机用锯片
|
|
|
|
|
|
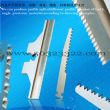
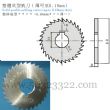
高速钢锯片可生产平齿(直齿),对称尖齿,不对称尖齿,单斜齿,凸R齿,凹R齿;圆弧形、交错齿形、高低齿形等。广泛应用于眼镜配件、自行车零部件、钟表等各类轻工机械行业。具有切削效率快、耐磨性高、红硬性高的各种切削工具。厚度公差可控制在5μm,外径公差控制在0.03mm,侧面跳动5μm,表面粗糙度0.4μm,可多片组合,精密度好!
A型齿:直齿(棘瓜型)
主要用途是用于精细铣切削方面。它铣切削度较浅,约3~5mm。
AW型齿:它是“A”型齿的改良,齿型为左右单斜平直型齿功能和“A”型齿相同,但功率较高。
齿型为弯平齿,主要用于开切坑槽,切削的抵受力相比“A”型齿较强和开切坑槽较深。
BW型齿:弧形齿(交替倾斜)
齿型为左右单斜弯平齿,是“B”型齿的改良设计,主要用于切锯较厚之异型材料和切锯抵受力较强,适用于一般的横切的锯机。
C型齿:三重齿修磨;粗和精加工齿
它的齿型设计为高低平梯齿型,前后齿的高低差距约0.15±0.3mm。前齿为双边斜型,后齿为平齿,它的切锯效率较高,并可助切锯工件时,减低所需锯切力度。
BR型齿:它是“B”型齿的最新改良设计,在齿顶部位开了精细切削槽约0.4mm,其作用为把切锯工件的废料再破碎,增加排出功率,使切锯功效比“BW”齿型更能增25%。
详细齿形图可参照电子样本P157页~160页
ASP60C :(超高耐磨型)
进口超高耐磨型高级高钴粉末钢,淬硬处理:HRC70°±2°,具有极为优秀的耐磨耗性能及抗冲击性能,相应HSSE、HSS-AL及HSSCo,具有4~8倍之使用寿命,并可保证被加工产品的统一性及合格率。常用于普通设备加工各类高温合金、耐热合金、镍钒钛合金铸铁、不锈钢等难加工材料(含镍、Cr、Mo、硅、钛等)热处理前的特优秀加工工具。高温加工及综合性能极好,允许切削速度较高,加工材料的硬度越高,效果越显著。由于韧性略差,不适合于断续切削或在工艺系统刚性不足的条件下使用,否则易打刀或崩刃。
SKH57A:(超硬型)
超硬高级高钴粉末钢,淬硬处理HRC67°±2°(HRA83.3°~85.6°)相应HSS具有2~4倍以上之使用寿命。
|
|