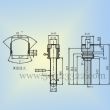
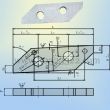
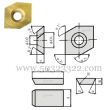
简介:焊刃式钻头、高硬度用超硬钻头Super-hard drill bits for high hardness application
详细: 采用德国和瑞士先进的强力高速数控磨床及优质超强极超微粒钨钢(钻石钢)高精密(3DX技术)成型磨削,具有完美的刃口品质和高可至±0.001mm(±1μm)的尺寸公差,冷硬加工取代磨削可提高精度,硬铣削取代研磨可提高效率.
材种:SKH4C/SKH55A/SKH57A/ASP60C/ HSS-Co10.5 / K10/HRF10/NRB10Z/MR11/PR40/PRA5/VRA201/VWA441/VWA431
ASP60C :(超高耐磨型)
进口超高耐磨型高级高钴粉末钢,淬硬处理:HRC70°±2°,具有极为优秀的耐磨耗性能及抗冲击性能,相应HSSE、HSS-AL及HSSCo,具有4~8倍之使用寿命,并可保证被加工产品的统一性及合格率。常用于普通设备加工各类高温合金、耐热合金、镍钒钛合金铸铁、不锈钢等难加工材料(含镍、Cr、Mo、硅、钛等)热处理前的特优秀加工工具。高温加工及综合性能极好,允许切削速度较高,加工材料的硬度越高,效果越显著。由于韧性略差,不适合于断续切削或在工艺系统刚性不足的条件下使用,否则易打刀或崩刃。
★VRA201 :进口极超微粒钻石钨钢,具有极为优秀的抗冲击性能和一般的耐磨耗性能。一般用于较差或普通的设备加工较低硬度的材料(HRC≤25°)、间断切削和很差的零件夹紧。相应ISO K25,可替代M42、ASP60、MPM、HSSCo10等材料的加工,并可取得4~6倍左右的使用寿命。具有极强的性价比。相应SKH51具有15~25倍的使用寿命及耐用度。
★HRF10超强钻石钨钢高效率钻头,可钻削HRC50°~68°淬硬材料及冷硬铸铁,碳纤维复合材料、硬塑胶、硬橡胶等各类高硬度材料。
·加工实例:φ8.50刃径(乳化液)、SKD11(HRC62°)、转速1600r/min、 f≤199mm/min,钻孔深度≤2.5*φD(刃径),加工后工件精度≥h9,表面粗糙度Ra1.6以上。
·超硬小径:刃径φD(φ0.10~φ2.00mm)适用于HRC≤62°淬火钢及各类高硬度材料、 复合材料的加工,钻孔深度≤6*φD(刃径)。
|
刃径 |
刃长 |
柄径 |
总长 |
|
|
0.02 |
0.30 |
3.0 |
38 |
|
|
0.05 |
0.50 |
3.0 |
38 |
|
|
0.10 |
1.00 |
3.0 |
38 |
|
|
0.15 |
1.20 |
3.0 |
38 |
|
|
0.20 |
1.50 |
3.0 |
38 |
|
|
0.25 |
2.00 |
3.0 |
38 |
|
|
0.30 |
2.10 |
3.0 |
38 |
|
|
0.40 |
3.40 |
3.0 |
38 |
|
|
0.50 |
4.20 |
3.0 |
38 |
|
|
0.60 |
4.70 |
3.0 |
38 |
|
|
0.70 |
6.00 |
3.0 |
38 |
|
|
0.80 |
6.50 |
3.0 |
45/42 |
|
|
0.90 |
7.20 |
3.0 |
45/42 |
|
|
1.00 |
7.60 |
3.0 |
45/42 |
|
|
1.10 |
9.00 |
3.0 |
45/42 |
|
|
1.20 |
10.00 |
3.0 |
45/42 |
|
|
1.30 |
10.00 |
3.0 |
45/42 |
|
|
1.40 |
11.50 |
3.0 |
45/42 |
|
|
1.50 |
11.50 |
3.0 |
45/42 |
|
|
|
刃径 |
刃长 |
柄径 |
总长 |
刃数 |
螺旋角 |
|
|
1.60 |
13.00 |
3.0 |
45/48 |
2 |
20 |
|
|
1.70 |
13.00 |
3.0 |
45/48 |
2 |
20 |
|
|
1.80 |
14.00 |
3.0 |
45/48 |
2 |
20 |
|
|
1.90 |
14.00 |
3.0 |
45/48 |
2 |
20 |
|
|
2.00 |
15.50 |
3.0 |
50 |
2 |
20 |
|
|
2.00 |
10.00 |
3.0 |
50 |
2 |
20 |
|
|
2.50 |
12.00 |
3.0 |
50 |
2 |
20 |
|
|
3.00 |
14.00 |
3.0 |
50 |
2 |
20 |
|
|
4.00 |
15.50 |
4.0 |
50 |
2 |
20 |
|
|
5.00 |
24.00 |
6.0 |
75 |
2 |
20 |
|
|
6.00 |
26.00 |
6.0 |
75 |
2 |
20 |
|
|
8.00 |
36.00 |
8.0 |
100 |
2 |
20 |
|
|
10.00 |
43.00 |
10.0 |
110 |
2 |
20 |
|
|
12.00 |
51.00 |
12.0 |
120 |
2 |
20 |
|
|
14.00 |
64.00 |
16.0 |
150 |
2 |
20 |
|
|
16.00 |
70.00 |
16.0 |
150 |
2 |
20 |
|
|
18.00 |
70.00 |
20.0 |
150 |
2 |
20 |
|
|
20.00 |
70.00 |
22.0 |
150 |
2 |
20 |
|
|
22.00 |
70.00 |
24.0 |
150 |
2 |
20 |
|
|
|
|
|
|
|
|
|
|
|
订做参考图形,确认刀具材料、刀具成品图;成品图、毛坯图、工件硬度HRC、设备工况(价值)及所有的尺寸公差要求和样品等
常年备存原材料、半成品、成品800万~1000万周转的在库品。
批量时依图依样可生产多种的顶角、切刃形状及μm级尺寸公差的成型钻。
依图依样尺寸公差要求可生产特殊、复合、异型、超大超细超长组合成型的系列刀具 。
其它尺寸类型及特殊微小径、成型复合刀具可依图纸或样品加工
拥有先进综合的生产体系,具备各种精密技术生产加工能力,实现高效率、低成本的应用。
從六轴、七轴联动CNC加工的(A级)高端产品到三轴、四轴生产的(B级)中端制品、不同等級的品質與價位......專業替代一流工业品、特殊、非標、異型、新產品中大批量、超高性價比的研發、生產加工,依圖依樣改進設計,可大大降低綜合成本!
詢盤請能提供樣品及參考頁腳注明每種產品的詳細要求、材料種類、尺寸公差、工件成品和半成品圖紙、所用的設備、設備價值RMB(以判斷其剛性及跳動等)、每月消耗的數量、原用產品類型及其不足之處?被加工材料及其硬度HRC?...... |